Pelleting process, Part 2
Pellet crumbling and screening
In the crumbling process, whole pellets are crushed to produce starter diets used to feed different stages of shrimp in their early development. Pellets produced for the crumbling process should be subjected to the same processingstandards for water stability and pellet durability as described in previous articles to achieve the highest quality crumbles. It should not be assumed that because the pellets will be crushed, the pelleting process could be altered with the sole objective of increasing capacity.
Crumbling
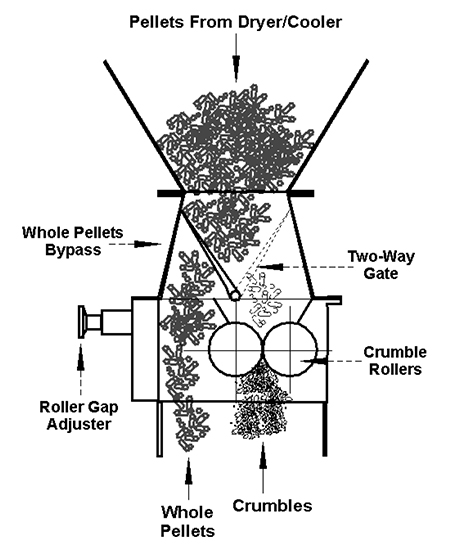
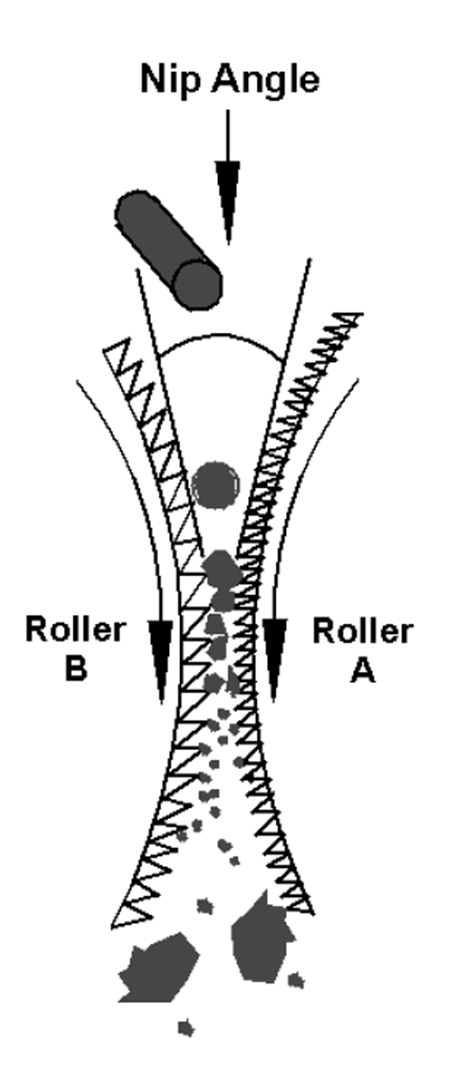
The equipment used to crush pellets into small particles is known as a crumbler (Fig. 1). It consists of a set of two rollers that run at different speeds, each with a different set of grooves (Fig. 2). The crumbler is usually located after the dryer/cooler in feed-manufacturing systems.
Shrimp starter crumbles can be as small as 0.5 mm and as large as 3.0 mm. The groove and roller spacing in the crumbler determine the crumble size. With whole pellets that are 2.2 mm in diameter and 6 to 8 mm long, the crumble distribution typically is 60, 30, and 10 percent for sizes in the ranges of 1.5 to 2.5, 1.0 to 1.5 mm and 0.5 to 1.0 mm, respectively.
Pellet quality
Good-quality whole pellets that have been properly cooled and dried are required to produce crumbles with adequate quality. Improperly cooled pellets can be soft and moist. Instead of breaking into smaller particles, they are flattened by crumbler rollers.
An important objective of crumbling is to reduce the amount of fines produced as the pellets are crushed. More fines are generated when the pellet diameter is too large in relation to the final particles size. Larger-diameter pellets cannot properly enter through the nip angle of the rollers, which causes more fines as the rollers erode them.
The average amount of fines produced is on the order of 15 percent. These fines need to be removed, and unlike other farm animal feeds, should be sent to an ingredient bin and not the pellet mill. Fines returned to the pellet mill can drastically reduce pellet water stability and quality.
Some pellets pass through the crumbler rollers without breaking. These pellets must be separated downstream and redirected to the crumbler.
Screening
Once feed pellets exit the die, they are conveyed to the dryer/cooler or crushed to produce crumbles. In either case, fines are produced. These fines and clumps (overs) are removed by a sieve or vibratory screener.
Screener capacity depends on its angle of inclination, screen area, and screen type. Proper distribution of the pellets across the screen area is critical. Feeding pellets into only one area of the screener affects its efficiency, because the pellets ride on top of others and carry smaller particles and fines with them.
The fines that are separated in the screening process need to be sent back to an ingredient holding bin because their binding ability is lost. Therefore, sending them back to the pellet mill will dilute the positive effect of other agglomerating ingredients. The segregated fines can be later included (2 percent) as an ingredient in the formula.
Similarly, the screening process removes any clumps produced in the pelleting process. These clumps or larger pieces are removed by the sifter as overs, and should be separated and re-ground. When pelleting is adequate, no more than 5 percent fines should be produced.
Exceeding this number may indicate problems in the pelleting process, such as a worn-out die, low compression ratio, plugged inlet holes, improperly conditioned meal, rolled-over inlet holes, or dull knives. A high percentage of fines can also indicate mechanical handling that is too harsh, like pellets being subjected to multiple shocks in high-speed bucket elevators, high drop points, and the use of screw conveyors to convey pellets.
Separating crumbles
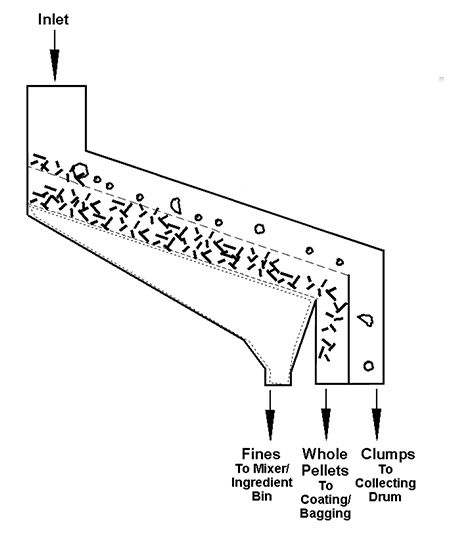
The crumbling process produces varied particle sizes that need to be segregated into the different fractions with a screener. The most common equipment used in the separation of crumbles is the horizontal rotational screener.
These screeners are composed of multiple stacked “decks” of sifting screens. These units rotate and vibrate in three planes, making them more efficient than common screener separators (Fig. 3). The rotational action is controlled by a set of weights and a motor at the bottom of the unit. Shifting the weights increases or decreases the dwell time by changing the direction of flow on the screen.
(Editor’s Note: This article was originally published in the December 2002 print edition of the Global Aquaculture Advocate.)
Now that you've reached the end of the article ...
… please consider supporting GSA’s mission to advance responsible seafood practices through education, advocacy and third-party assurances. The Advocate aims to document the evolution of responsible seafood practices and share the expansive knowledge of our vast network of contributors.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year.
Not a GSA member? Join us.
Author
-

5416 Lafayette Lane
Frisco, Texas 75035 USA
Related Posts

Aquafeeds
A look at protease enzymes in crustacean nutrition
Food digestion involves digestive enzymes to break down polymeric macromolecules and facilitate nutrient absorption. Enzyme supplementation in aquafeeds is a major alternative to improve feed quality and nutrient digestibility, gut health, compensate digestive enzymes when needed, and may also improve immune responses.

Aquafeeds
A look at the SME controlled extrusion process
A study was conducted using a Twin-Screw Extruder equipped with Specific Mechanical Energy (SME) and Density Control valves, to determine the effect of SME on the water stability of shrimp feeds. Further research is needed to evaluate the performance.

Aquafeeds
Antioxidants manage effects of oxidation on feeds, feed ingredients
Managing aquafeed quality from production of feed ingredients through manufacture, grow-out and processing is key in consistent, high-quality production.

Aquafeeds
Best practices for optimum shrimp feeds
Producing a consistent shrimp feed pellet requires that all ingredients are processed properly and monitored through proper in-line quality assurance.