Aquafeed pelleting mill construction
Quality is measured in water stability, pellet hardness, degree of fines
Shrimp feeds are generally high-density or sinking feeds with bulk densities of 550 to 650 grams per liter. The most common and cost-effective method to produce these water-stable feeds is the pelleting process, where finely ground meal conditioned through moisture and heat is pressed by mechanical force through a die. This meal is compacted in the die chamber to form the cylindrical shape known as a “pellet.”
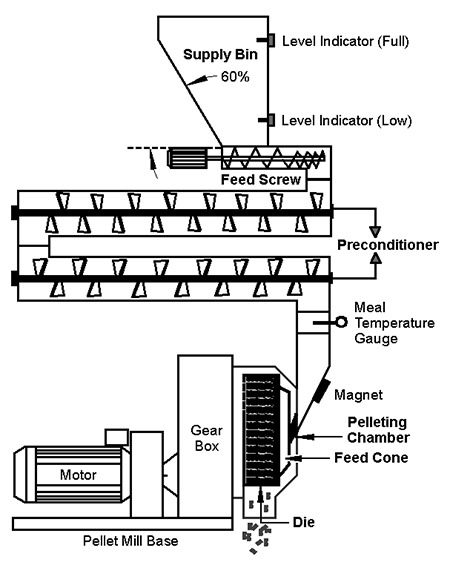
Fig. 1 presents the schematic of a typical pellet mill, which includes a supply bin, screw feeder, preconditioner or conditioning chambers, feed chute, feed cone, and die.
Supply bin
The supply bin ensures a continuous meal supply to the pellet mill, and should be large enough to ensure at least 10 minutes of production. A properly designed supply bin includes two vertical sides, an angle wall of at least 60 degrees, a sliding gate and side-view window, level indicators, and as large an outlet as possible. Supply bins can also be mounted on load cells to more accurately control the feed rate.
Feeder
The feeder regulates the capacity of the pellet mill. Usually composed of a screw-type feeder with variable pitch, it supplies a uniform flow of meal to the conditioners and the pelleting chamber. An important function of the feeder is to act as a plug that prevents the flow of conditioner steam from entering the supply bin.

Conditioning chambers and inlet chute
From the feeder, meal enters the conditioning chambers and then passes to the inlet chute. The inlet chute directs the meal to the feed cone in front of the die. The chute should be sufficiently angled to allow the meal to slide down. It also should include an inspection gate through which meal samples can be collected as controls during the process run.
A magnet should be mounted on the chute to trap any metal particles that may be in the meal. The magnet must be cleaned periodically. Otherwise, trapped metal can build up and disrupt the flow of the meal, or the magnet simply will not be able to trap the metal pieces that could damage the die.
Feed cone
The feed cone catches meal from the conditioners and feeds it to the die deflectors. The feed cone is attached to the die and rotates with it. The centrifugal force created by this rotation allows the meal to be projected against the wall of the cone and then to the die via the deflectors.
The deflectors distribute the meal evenly to each roller. If the meal is not distributed correctly, the capacity of the die is reduced. It will also cause uneven wear of the die face. This affects pellet quality because the pellets will have different dwell times in the compression zone, and thus different compaction profiles, which affect pellet hardness and water stability.
Die
The die shapes the conditioned meal into pellets. The die face provides the surface on which the rollers rotate. It also provides opposing force to the force exerted by the rollers when meal is pressed through the die orifices.
To prevent the die from breaking or deflecting during operation, it must have adequate cross-sectional thickness. The force exerted by the die cannot be greater than the opposing force produced by the rollers pushing the meal.
Excessive thickness can reduce throughput or plug up the die. Insufficient thickness, in addition to the potential for breaking the die, can produce pellets that are not hard enough, which can increase the production of fines.
Proper die design is essential to produce good-quality shrimp feeds. The total die thickness is the entire blank length. Each die orifice can be counterbored or have a relief.
The actual area that compresses or forms the pellet is known as the compression length or effective thickness. The inlet or countersink to the pellet orifice is very important, as well. For formulations with high fat content, the inlet should have an angle of 30 degrees. For high-fiber formulations, 60 degrees is more common.
Corrosion and friction
Most shrimp dies are manufactured of stainless steel, with high chrome content to prevent corrosion – since most shrimp formulas contain acidic materials – and to reduce the coefficient of friction. When high fat or oil diets are used and increased coefficient of friction is required, the dies should be manufactured of carburized stainless steel.
Thickness and compression
For shrimp feeds, it is common to use dies with an effective thickness of 40 mm for dies with 2.0-mm inside diameter orifices, which have a compression ratio of 20. The compression ratio is calculated by dividing the effective compression length by the die orifice diameter.
Relievers
In the standard relieved die, all orifices are counterbored. The most commonly used die in farm animal feed manufacturing has its outside rows relieved, with only two of the outside rows on each side counterbored. The third type, used in manufacturing shrimp feeds, is the standard die, which has no counterbores.
The main reason for using standard dies for shrimp feeds is to maintain consistent pellet length, hardness, compression ratio, and water stability. Shrimp pellets produced with outside rows relieved dies will have different dwell times in the effective pelleting zones. Therefore, these pellets will be less compacted, softer, and possibly less water-stable than pellets produced in a standard die.
If not maintained properly, standard dies can end up with the outside rows plugged up, which results in uneven wear of the die face. This improper wear negatively affects pellet quality because the effective thickness is considerably reduced.
Maximizing open area and throughput
Shrimp feed dies should have hole patterns that maximize open area and throughput. As the size of the die orifice decreases, the pelleting capacity also decreases. This is because the perforated area (total open area) is considerably smaller in dies with small-diameter orifices than in large-diameter ones. Some pellet mills with throughputs of 20 metric tons (MT) per hour with dies of 6 mm can only produce 3 to 5 MT per hour of shrimp feed.
Also, the compression ratio used for poultry and swine diets is much lower than that used to produce quality shrimp feeds (12 to 14 versus 18 to 20, respectively). Therefore, when comparing dies from different manufacturers, use total open area as a selection criterion, and not just the price. When possible, request dies with more open area.
Conclusion
Pelleting, where finely ground and conditioned meal is mechanically pressed through a die, is the most common and cost-effective method to produce high-density, water-stable shrimp feeds. The optimum pellet mill capacity for shrimp feeds should be that which produces the highest quality, as measured in water stability, pellet hardness, and lowest degree of fines. For shrimp feeds, care must be taken not to increase pellet mill capacity at the expense of water stability.
(Editor’s Note: This article was originally published in the June 2002 print edition of the Global Aquaculture Advocate.)
Now that you've reached the end of the article ...
… please consider supporting GSA’s mission to advance responsible seafood practices through education, advocacy and third-party assurances. The Advocate aims to document the evolution of responsible seafood practices and share the expansive knowledge of our vast network of contributors.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year.
Not a GSA member? Join us.
Author
-

5416 Lafayette Lane
Frisco, Texas 75035 USA
Related Posts

Aquafeeds
A look at the SME controlled extrusion process
A study was conducted using a Twin-Screw Extruder equipped with Specific Mechanical Energy (SME) and Density Control valves, to determine the effect of SME on the water stability of shrimp feeds. Further research is needed to evaluate the performance.

Aquafeeds
Best practices for optimum shrimp feeds
Producing a consistent shrimp feed pellet requires that all ingredients are processed properly and monitored through proper in-line quality assurance.

Aquafeeds
Biosecurity protocols needed for shrimp feeds, feeding practices
Shrimp aquafeeds – live, fresh or formulated – should not be an entry point of potential pathogens to the shrimp and/or to their culture systems.

Aquafeeds
Effective ingredient specifications yield quality feeds
Aquafeed manufacturers can ensure quality by looking beyond price and with written ingredient specifications adhering to nutritional formulations.