Preconditioning shrimp feeds, Part 4
Preconditioner alternatives, new technology
In the last decade, the feed industry started using expanders to improve pellet quality, increase production capacity, improve feed conversion, reduce fines, inactivate antinutritional factors, and pasteurize feed. Expanders also improve starch gelatinization, which is highly correlated with water stability. Pressurized conditioners offer an alternative conditioning technology.
Expander processing trial
A recent trial evaluated water stability in shrimp feed processed in an expander. A 35 percent-crude protein formula was conditioned through a 200-liter conditioner and feed processor. The product was then pelleted in a pellet press.
Preconditioned mash processing
To compare the expander with a traditional pelleting system, preconditioned mash feed was processed through the expander and pellet press, and through the press alone. Pellets were postconditioned for five minutes to determine water stability. Processing parameters achieved and results of this trial are shown in Table 1.
Bortone, Effects of expansion and conventional pelleting on the water stability, Table 1
| Parameter | Expander | Pelleting |
|---|---|---|
| Conditioned mash moisture (%) | 20.0 | 16.2 |
| Conditioned mash temperature (° C) | 82.9 | 80.0 |
| Expanded mash moisture (° C) | 18.7 | – |
| Expanded mash temperature (° C) | 114.0 | – |
| Steam pressure (kg/cm2; psi) | 1.8; 25 | 1.8; 25 |
| Efficiency (mt/hour) | 10.6 | 10.6 |
| Particle size (% retained Tyler 60 screen) | 1.4 | 1.4 |
| Energy consumption (kwh/mt) | 58.2 | 44.5 |
| Pellet temperature exiting die (° C) | 92.8 | 85.0 |
| Postconditioning temperature (° C) | 90.0 | 82.5 |
| Pellet water stability (after cooler) | 0 | 65.1 |
| Postconditioned pellet water stability | 41.0 | 82.9 |
Pelleting = Conventional, with a single-pass conditioner and no expander.
Table 1. Effects of expansion and conventional pelleting on the water stability of shrimp feeds.
Temperature
Mash passed through the expander reached 114 degrees-C, versus 80 degrees-C for the mash processed only though the conditioner. The temperature of the expander pellets was on average 10 degrees-C higher than for pellets produced conventionally.
Water stability

Expander pellets exhibited excellent physical characteristics and produced very few fines, but water stability was poorer than in conventional pellets (0 versus 65.1 percent). In both cases, stability values were lower than the 80 percent target, but improved by postconditioning (41.0 and 82.9 percent, respectively). Similar results were recently reported in a joint study at Kansas State and the Oceanic Institute in Hawaii, USA (Dominy 1999).
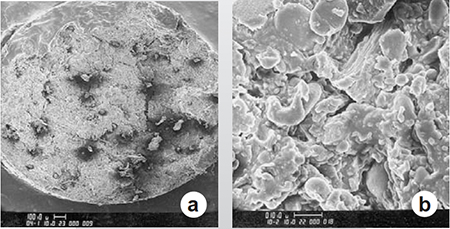
One explanation for the poor water stability of the expander pellets is that the starch fraction was modified, mainly by mechanical shear and friction (dextrinized), making it more soluble when immersed in water. Another explanation is that the starch strands and protein matrices aligned, due to cone gap, in a way that created voids for water penetration.
Energy costs
In this trial, energy costs were higher for the expander system than for pelleting alone (58.2 versus 4.5 kilowatt hour per ton). Therefore, if water stability, feed efficiency, and fines reduction are not better than those obtained with a traditional long-term conditioner, expanders are not cost-efficient.
New designs
In recent years, European feed equipment manufacturers, including some that promote expander technology, have turned their attention to preconditioners. New, innovative preconditioner designs are now available, probably indicating that with increased awareness for energy conservation, the industry is looking at conventional, more energy-efficient conditioning.
Pressurized conditioners
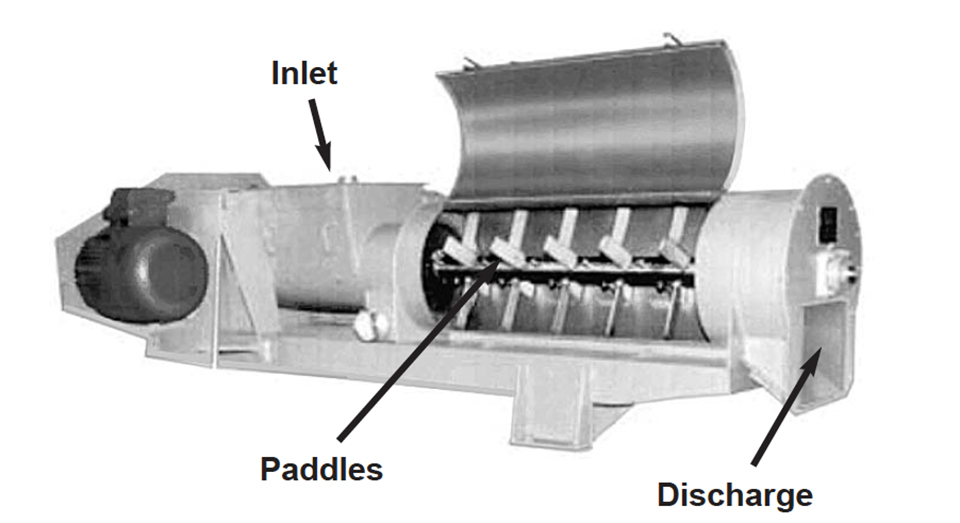
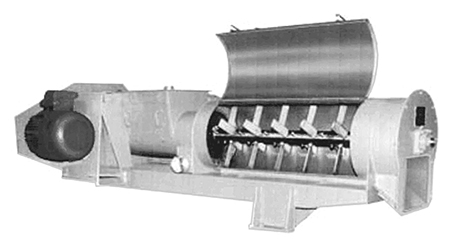
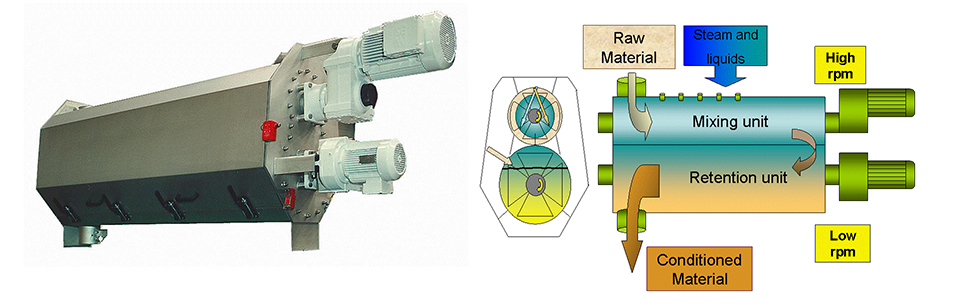
Pressurized conditioners have been used for some time in extrusion processing. However, they have not generally been used in conjunction with a pelleting system for shrimp feeds. Some new designs combine a pressurized preconditioner with a pellet mill in an integrated unit (Fig. 1).
Steam and gelatinization
One advantage that results from steam thermodynamics in pressurized conditioners is that at higher pressures, the steam has more energy to transfer to the mash. Steam tables show that at sea level, or 101 kPa (1 psi) of absolute pressure, the energy content of steam is 638.25 kilocalories per kilogram. On the other hand, at 115 kPa (3 psi, under pressure), the energy content is 640.7 kilocalories per kilogram. This difference of 2.42 kilocalories per kilogram represents an increase in temperature of about 3.6 degrees-C.
This is indeed an advantage when trying to achieve a high starch gelatinization to improve pellet quality. Also, at higher pressures, the moisture and heat can penetrate more rapidly into the core of starch granules to gelatinize them, which can reduce residence time in the conditioner.
Reduced energy costs, down time
Fewer horsepower are required to run a single conditioner versus a triple one, so energy is saved. Also, down time caused by operator manipulation can be reduced. This is because operators have more control over processing parameters with shorter conditioners. In multistage conditioners, adjustments in pressure settings or feeding rates can only be seen after two or three minutes – possibly too late to make corrections to prevent die plugging.
Poultry feeds trial
Although no research data on shrimp feed is available using pressurized units, the results from a poultry feed trial at Kansas State (Wilson et al. 1999) were promising. Data from this trial indicated that starch gelatinization was higher at 122 kPa (3 psi) than 101.2 kPa (0 psi, atmospheric pressure in traditional pelleting), or 67 versus 24 percent for corn-based diets, respectively.
Similar results were obtained with a sorghum-based diet (71 versus 17 percent, respectively). Temperatures achieved in the trial were 108 and 82 degrees-C, respectively.
The data showed that temperature differential had a positive effect on starch gelatinization. But will such preconditioning have a positive effect on the water stability of shrimp feed? This remains to be shown in a trial.
Conclusion
Trials have shown that shrimp feed mash should be conditioned at temperatures higher than 90 degrees-C and dwell times over 200 seconds. More research is needed to determine the effects of dwell time at more than 270 seconds with a double-differential conditioner. Similarly, the pressurized conditioner must be tested with shrimp formulas to determine the effects of pressure and temperature on the resulting pellets, and their performance in shrimp.
(Editor’s Note: This article was originally published in the April 2002 print edition of the Global Aquaculture Advocate.)
Now that you've reached the end of the article ...
… please consider supporting GSA’s mission to advance responsible seafood practices through education, advocacy and third-party assurances. The Advocate aims to document the evolution of responsible seafood practices and share the expansive knowledge of our vast network of contributors.
By becoming a Global Seafood Alliance member, you’re ensuring that all of the pre-competitive work we do through member benefits, resources and events can continue. Individual membership costs just $50 a year.
Not a GSA member? Join us.
Author
-

5416 Lafayette Lane
Frisco, Texas 75035 USA
Related Posts
Aquafeeds
Preconditioning shrimp feeds, Part 1
To obtain highly water stable pelleted feeds, the mash should be preconditioned for more than 90 seconds at temperatures higher than 90 degrees-C.
Aquafeeds
Preconditioning shrimp feeds, Part 2
The effects of long steam preconditioning times of up to 30 minutes on the water stability of shrimp feeds were evaluated in early research studies.
Aquafeeds
Preconditioning shrimp feeds, Part 3
Aquaculture feed manufacturers in the Americas – with the exception of a few countries like Ecuador – have relied on short-term, single-pass conditioners.
Aquafeeds
A closer look at preconditioning: Mixing, residence time
During the aquafeed manufacturing process, preconditioning increases the moisture content and temperature of feed meal particles.