Shrimp feeds depend on proper ingredient grinding
Using correct particle size a critical step for best aquafeeds

Aquafeeds for fish, shrimp and other aquacultured species must be reduced to and have a particle size small enough to meet the digestibility and manufacturing characteristics of the target feed. To determine what particle size is appropriate for the ground meal containing all ingredients that will be pelletized or extruded into the final aquafeed product, it is important to consider the stage of life/growth and size of the target animal, and the process to be utilized to manufacture the specific aquafeed.
Perspectives from nutrition and processing
From the stand point of nutrition, the smaller the particle size the more surface area is available for the consuming animal’s digestive enzymes, thus the better the feed digestibility. Therefore, the particle size needs to be small enough to meet the target species the feed has been formulated and manufactured for. Particle size also plays an important role in the various post-processing steps.
First, smaller particles, providing more surface area, will cook faster when subjected to the steam in the preconditioner. This is related to the heat transfer as steam condenses onto the particles. Second, the sizes of the particles need to be small enough to avoid the pelleting mill or extruder to have to do more work grinding them down. The latter can happen if the particles are too large that they cannot go through the inlet of the orifice that forms the pellet in the die. The rollers and the die will act as grinders to be able to push through particles. This can result in higher than desired energy consumption, poor pellet quality due to large pieces that can cause break points and fines, and poor water stability. Smaller, uniform particles can compact better as they are extruded through the die.
A similar situation could occur with the extruder because more energy will be required to break down the large particles and some, depending on the screw configuration, will not melt at all resulting in die blockage that can reduce the capacity of the extruder and affect the overall quality of the product.
Distribution of particle size
As important as particle size reduction is, it is also important that the particle size distribution be as narrow (uniform) as possible. In a pre-grinding system where ingredients are ground separately, it is more difficult to obtain a final mix in a narrow range of particles. In contrast, in post-grinding where the pre-mixed ingredients are ground together, the particle size distribution is narrower and thus more uniform.
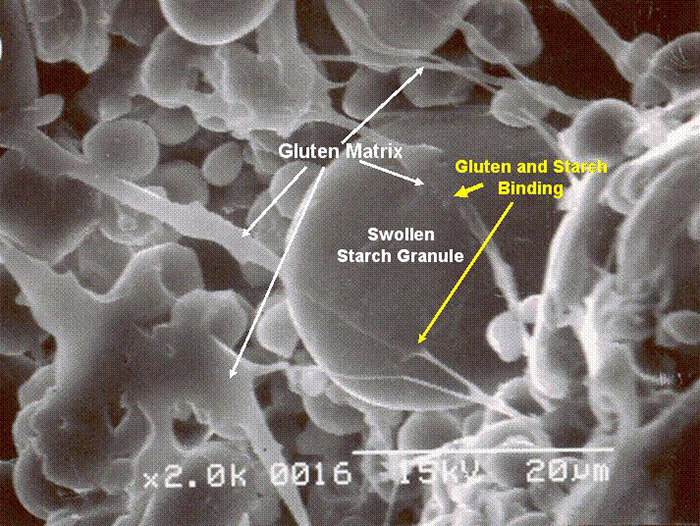
This uniformity in particle size is very important because it improves the feed manufacturing process as it progresses downstream. For example, in the pelleting process the preconditioned mash with a larger particle size distribution will have less starch gelatinization, because it takes more energy and more time to make the starch gelatinize for a large particle than for a small one.
Durability of aquafeeds
For shrimp aquafeeds, the best results are obtained when the mixing of feed mash is of high quality. Extruder systems usually work better when the raw materials have a particle size distribution of 95 percent when passing through U.S 60 mesh (250 microns), and in some cases 95 percent minus U.S 80 mesh (177 microns).
Both mixing and grinding processes are critical to the finished pellet operation. Typically, the point where additional grind size attention becomes critical is when making 1.5mm or smaller diameter feeds and down to 0.8 mm. At this point, most feed manufacturers will have to use an Air Swept Pulverizer or double grind the mix. A 0.8 mm shrimp feed would require the raw materials to pass through 60 mesh (250 microns) but it depends on the final product size requirements. Extruder manufacturers use a rule of thumb that states that the largest particle should be no larger than one-third the die size. Using this rule and coupled with the extruder die will determine particle size requirements, and ultimately whether a Fine Grinding Hammer Mill of Ultra Fine Grinding Air Swept Pulverizer is required for feed production.
Requirements for pellet density
Shrimp feed pellets have other requirements besides nutritional needs. Pellet density plays a significant role regarding whether the feed product will sink immediately (as desired) and/or lose integrity (break apart). Finer particles tend to form a tighter bond or pack, and result in a better density product. With each pellet or particle having more surface area per unit weight, the result is a stronger, more densely packed pellet that reduces the tendency to soak up water and then break apart. Further, loosely packed particles that quickly break apart will negatively impact pond water quality and effluents, in addition to reducing nutrient uptake by the shrimp.
The pre-grind process
Prior to finish the ingredient grinding step, a process called pre-grinding is often carried out. It usually involves a Full Circle Hammer Mill to individually grind whole grains such as wheat, rice, corn and others. This is typically done using screen sizes of 8/64” – 9/64” (3.0 mm– 3.5 mm). Following this process, all the major ingredients are weighed and are then transferred to the mixer. Following the mixing of the major ingredients, micro ingredients such as vitamins are added for an additional mixing cycle. The ration, once completely mixed, is prepared for fine or ultra fine grinding depending on the customer’s desired particle size requirements.
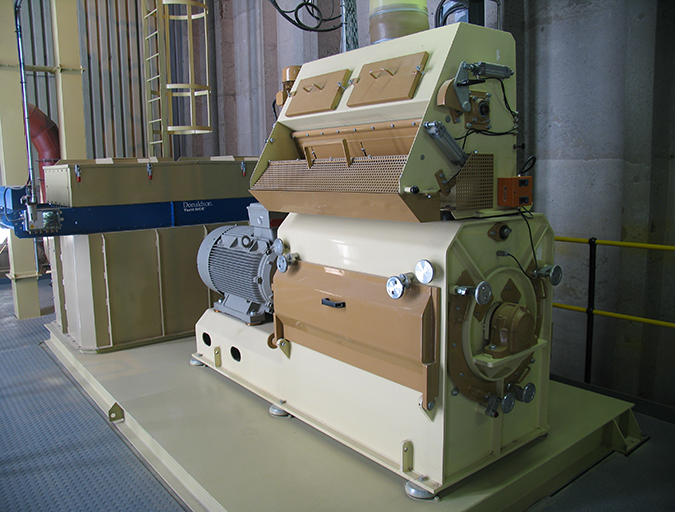
Considering fine grind hammer mill or ultra fine pulverizer
A critical decision that frequently arises is what piece of equipment to use to reduce ingredient sizes to the desired range. Several factors must be considered to choose the right equipment that can meet your needs. Formulas high in protein and fat, yet lower in fiber, work very well on an Air Swept Pulverizer, while diets/formulas high in fiber and lower in protein and oil perform very well on a Fine Grind Hammer Mill (FGH). Both of these equipment types require air assist.
In most practical applications, ambient air is the simplest and most affordable coolant method available. Dilute-phase pneumatic conveying serves two main purposes: first, it carries the ground product from the grinder to the product collector, and second it cools the material inside the unit grinding chamber using ambient air. This method is mainly used for ASPs prior to pelleting or extruding shrimp and other aquafeeds that are smaller than 2.5 mm. This method is also used on Fine Grind Hammer Mills (FGH) along with variations of this arrangement. For either unit, the air/cooling system is critical to proper system operation.
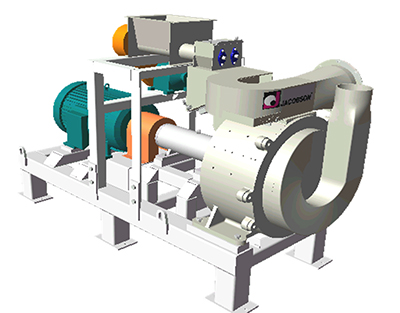
Pulverizers do not have screens like hammer mills, also known as high speed impact mills. They operate with materials metered into the air stream at the ASP inlet. The material is impacted by carbide-tipped hammers that are connected to the beater plates. The impact reduces the size of the larger particle and distributes the material around the interior of the grinding chamber. As impact continues against the corrugated liner ridges, particles are further reduced in size. The ground material is then pulled through the ASP and into the product collector. The tip speed of the beater tips can be as high as 31,000 feet per minute, thus producing fine grinds. ASPs have lower capacity capability than FGHs; however, they are capable of producing a finer grind of 95 percent minus 60 mesh (250 micron) at rates of 10-15 kg/hp./hr.
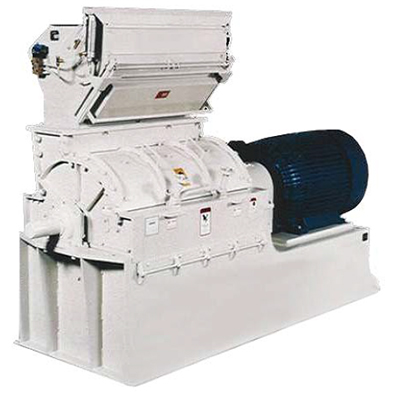
Hammer mills
Like ASPs, fine grinder hammer mills also impact the metered ingredient that is mixed in with the air stream. Material is impacted with hardened and hard-faced hammers and thrown against cutting plates for the initial particle breakage. The material bounces off the cutting plates and is impacted by the swing hammers again. The material is now approaching the screen at the interior velocity of the grinding chamber and it reaches the screen at an acute angle, thus providing further size reduction.
FGHs are capable grinding product to 90-95 percent minus 40 mesh (420 microns), and the performance will depend on the formula used (fat, fiber and protein content). Hammer mills tend to work well on fiber-type diets and not as well on ASPs when high fat is present, because of various screen blinding issues.
Perspectives
There are many factors to consider when selecting equipment for aquafeed manufacturing, whether it is for grinding, mixing, pelleting or various other processes. Consideration should be given to the quality of the equipment, initial investment cost, the efficiency and operating costs, its reliability, serviceability and other important factors. Prospective clients should request lab testing to verify particle size distribution and capacity on one or more formulas. Consider that an experienced, reliable supplier that has been in the business for a long time and supports its equipment installations is a valuable, long-term partner for your aquafeed processing needs.
Authors
-

Sapientia Technology
Frisco, Texas USA -

Carter Day International, Inc.
500 73rd Avenue N.E.
Minneapolis, Minnesota
Related Posts
Aquafeeds
NIRS technology ensures shrimp feed quality at farm level
Feed plants deal with varied raw materials, formulations and feeds for different animals, which can lead to quality issues and nutrient variations. Near-infrared spectroscopy (NIRS) has been successfully applied in Brazil to ensure feed quality standards at the farm level.

Aquafeeds
Twin screw technology for better extruded feeds
Extrusion processing can be a better alternative to produce high quality-low- polluting shrimp feeds. Extruded pellets with high water stability can be produced by controlling the Specific Mechanical Energy (SME) and without the inclusion of artificial binders. New extruders are equipped with state-of-the art SME controls that permit the adjustment of the SME to the desired range, to produce soft very hydrostable pellets.

Aquafeeds
A look at the SME controlled extrusion process
A study was conducted using a Twin-Screw Extruder equipped with Specific Mechanical Energy (SME) and Density Control valves, to determine the effect of SME on the water stability of shrimp feeds. Further research is needed to evaluate the performance.

Aquafeeds
New bio-processed protein concentrate shows potential
The performance of a new fishmeal replacement product was assessed for Pacific whiteleg shrimp juveniles using various experimental diets. Results indicate that this plant-based, fishmeal replacement product could be used to replace significant levels of fishmeal in shrimp aquafeed diets.
Aquafeeds
Preconditioning is crucial in aquafeed manufacturing
Preconditioning is an important step in the manufacturing of aquafeeds, because it increases the moisture content and temperature of ingredient meal particles, which is key to reach a high water stability desired in aquafeeds. Pre-conditioner efficiency requires consistent particle size and adequate mixing, residence time and fill ratio.